Las baterías de iones de litio son la base de la nueva era energética actual, y el rendimiento del separador está directamente relacionado con la seguridad, la densidad energética y la vida útil de la batería. La producción de separadores es un proceso extremadamente preciso, en el que el corte longitudinal es clave para cortar una película gruesa en una bobina de ancho específico. Sus requisitos de precisión alcanzan casi ±1 μm (micra). Esto se logra mediante una ingeniería de sistemas que combina ingeniería mecánica, ciencia de materiales, control automático y tecnología de detección.
1. ¿Por qué el corte del separador de baterías de litio requiere una precisión tan alta?
Comprender el "por qué" es fundamental para comprender el "cómo". El requisito de precisión de ±1 μm no es infundado, sino que está determinado por la función del separador y el proceso de fabricación de la batería:
1. Garantizar la seguridad de la batería: La función principal del separador es aislar los electrodos positivo y negativo para evitar cortocircuitos, a la vez que cierra el orificio para bloquear la corriente durante el sobrecalentamiento. Las rebabas, el polvo o los defectos en los bordes generados durante el corte pueden perforar el diafragma, lo que provoca microcortocircuitos e incluso una fuga térmica durante la carga y descarga de la batería, lo que supone graves riesgos para la seguridad.
2. Mejorar la densidad energética de la batería: En celdas bobinadas o laminadas, el ancho del separador debe ser lo más consistente posible con las láminas de los electrodos positivo y negativo. Un diafragma demasiado ancho desperdicia espacio y reduce la densidad energética; un diafragma demasiado estrecho no puede aislar completamente los polos positivo y negativo, lo que provoca un cortocircuito en el borde. Una precisión de ±1 μm es fundamental para maximizar el uso del espacio interno de la batería.
3. Ensamblaje automatizado de alta velocidad: Las líneas de producción de baterías modernas funcionan a alta velocidad de forma continua. El rodillo de diafragma de corte debe tener una precisión de bobinado muy alta (es decir, "medidores de rebobinado"). De lo contrario, problemas como fallos de corrección y roturas de la correa ocurrirán con frecuencia en la bobinadora automática posterior, lo que afectará gravemente la eficiencia de producción y el rendimiento.

2. Principales barreras técnicas y soluciones para lograr una precisión de corte de ± 1 μm
Para lograr esta extrema precisión, se deben superar las siguientes cinco barreras fundamentales y dar las mejores soluciones correspondientes:
Barrera 1: Sistema de control de tensión extremadamente estable
El proceso de corte es un proceso dinámico de desenrollado, tracción, corte y bobinado. Pequeñas fluctuaciones de tensión pueden provocar vibraciones en la banda de película y deformaciones por tracción, lo que afecta directamente la precisión del corte.
•Solución:
◦ Control de tensión servo de bucle cerrado: Utiliza un servomotor de alta respuesta para accionar directamente los rodillos, reemplazando el tradicional embrague/freno de polvo magnético. El sistema detecta la tensión real en tiempo real mediante el sensor de tensión, la compara con el valor establecido y ajusta instantáneamente el par de salida del servomotor mediante el algoritmo PID para lograr un ajuste preciso de la tensión a nivel de milinewtons (mN).
◦ Control de zona de tensión multietapa: divide toda la trayectoria de corte en múltiples zonas de control de tensión independientes, como la zona de desenrollado, la zona de tracción, la zona de corte y la zona de bobinado. Los rodillos flotantes o bailarines actúan como amortiguadores y sensores entre las zonas para lograr transiciones suaves y desacoplar las tensiones, evitando interferencias entre ellas.
◦ Control de tensión de conicidad: Al bobinar, a medida que aumenta el diámetro de la bobina, mantener una tensión constante provocará que la película interior se comprima y deforme. El sistema reduce automáticamente la tensión según la curva específica (conicidad) al cambiar el diámetro de la bobina para garantizar una tensión constante del bobinado y eliminar el fenómeno de "corazón de col".

Barrera 2: Sistema de guía dinámica a nanoescala (EPC)
La cinta inevitablemente producirá desviaciones a nivel de micrones durante el funcionamiento a alta velocidad y deberán corregirse en tiempo real.
•Solución:
◦ Sensor de alta precisión: Se utiliza una cámara de escaneo lineal CCD (dispositivo de carga acoplada) o un sensor de escaneo láser, con una precisión de detección de ±0,1 μm. Captura la posición del borde de la cinta o del cable en tiempo real.
◦ Actuador de alta velocidad y precisión: El sensor transmite la señal de posición al controlador, que acciona inmediatamente el motor lineal o el mecanismo de corrección piezoeléctrico cerámico. El motor lineal ofrece una rápida velocidad de respuesta y una alta precisión de posicionamiento, y se puede ajustar a nivel micrométrico en milisegundos, garantizando que la cinta siga siempre la trayectoria absoluta preestablecida.
Barrera 3: Sistema de herramientas de corte de ultraprecisión
La herramienta es la parte que realiza directamente el corte y su estado determina la calidad del corte.
•Solución:
◦ Diseño y material de la herramienta: Se utiliza el método de corte circular. Los cabezales de corte superior e inferior están fabricados con acero de aleación de alta dureza o materiales cerámicos rectificados con ultraprecisión, y el filo debe tener una precisión de corte micrométrica. Los saltos radiales y de extremo de la herramienta deben controlarse estrictamente con una precisión de 1 μm.
◦ Control de acoplamiento de la herramienta: El solapamiento y la separación de las cuchillas superior e inferior son los parámetros clave. Mediante servomotores de alta precisión y sistemas de control de bucle cerrado, se puede ajustar y bloquear en línea a nivel micrométrico estos dos parámetros para adaptarse a diferentes espesores y materiales de diafragmas, logrando un corte limpio y preciso en lugar de rasgar o apretar, eliminando así la generación de rebabas y polvo.
◦ Inspección y limpieza de cuchillas en línea: Sistema de inspección visual del filo de la cuchilla integrado y dispositivo de succión al vacío para monitorear el estado del filo de la cuchilla en tiempo real y eliminar los restos generados.

Barrera 4: Reducción integral de vibraciones y gestión térmica
Las vibraciones del propio dispositivo y las fluctuaciones de la temperatura ambiente afectan la precisión.
•Solución:
◦ Optimización de la estructura mecánica: La base y el bastidor de hierro fundido de alta resistencia se utilizan para una buena absorción de vibraciones y estabilidad térmica. Los rodillos críticos deben estar equilibrados dinámicamente (G1.0 o superior) y corregidos para garantizar una vibración mínima a altas velocidades.
◦ Control de expansión térmica: La unidad de accionamiento, los rodamientos y otras fuentes de calor, así como el bastidor principal, están aislados térmicamente. Se instala un sistema de refrigeración a temperatura constante en piezas con requisitos de precisión extremadamente altos (como portaherramientas) para controlar las fluctuaciones de temperatura dentro de ±0,5 °C y evitar la desviación de precisión causada por la expansión y contracción térmica.
◦ Aislamiento ambiental: Las máquinas cortadoras de alta gama incluso se instalan en talleres limpios con temperatura y humedad constantes, y están equipadas con plataformas de aislamiento de vibraciones flotantes de aire para aislar por completo la interferencia ambiental externa.
Barrera 5: Sistema de control integrado inteligente
Todos estos subsistemas no funcionan de forma aislada y requieren un "cerebro" poderoso para trabajar en conjunto.
•Solución:
◦ Plataforma integrada: Adopte un sistema de control integrado basado en PC o PLC de alto rendimiento, conecte todos los servoaccionamientos, sensores y actuadores a través de buses Ethernet industriales de alta velocidad como EtherCAT para lograr una sincronización de datos de nanosegundos y una emisión de instrucciones a alta velocidad.
◦ Algoritmos avanzados: El sistema de control tiene estrategias de control avanzadas integradas, como algoritmos adaptativos, compensación de avance y observadores de perturbaciones, que pueden predecir y compensar diversas perturbaciones potenciales, como cambios en las propiedades del material y saltos de velocidad.
◦ Análisis de big data y gemelo digital: al recopilar y analizar datos de funcionamiento del equipo, parámetros del proceso y calidad de corte en tiempo real, se construye un modelo digital para optimizar los parámetros del proceso, el mantenimiento predictivo y la trazabilidad de la calidad, y mejorar continuamente la estabilidad y el rendimiento del proceso de corte.
3. Resumen: La precisión es la máxima expresión de las capacidades del sistema.
Para lograr una precisión de corte de 1 μm ±, el separador de baterías de litio no se basa en un único avance tecnológico, sino en un alto grado de integración de sistemas: diseño mecánico de precisión, tecnología de detección de vanguardia, servoaccionamiento de alta velocidad, algoritmos de control avanzados y una rigurosa gestión ambiental. Representa el máximo nivel técnico del país en el campo de los equipos CNC de alta gama.
Cada micromejora supone un desafío a los límites de la física fundamental, la ciencia de los materiales y la ingeniería, y tras ella se esconden innumerables iteraciones, depuración e innovación. Esta búsqueda incesante de la máxima precisión sienta las bases para la fabricación a gran escala, de alta seguridad y bajo coste de baterías de litio de alto rendimiento, impulsando así el vigoroso desarrollo de toda la industria de las nuevas energías.


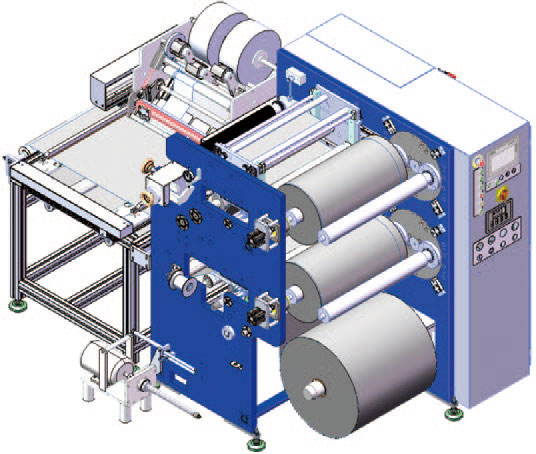
 Cortadora MOP de película de nueva energía
Cortadora MOP de película de nueva energía Cortadora de láminas de cobre (RSDS7H) 1350
Cortadora de láminas de cobre (RSDS7H) 1350 Cortadora de láminas de cobre RSDS7H 1350 PLUS
Cortadora de láminas de cobre RSDS7H 1350 PLUS





